Hardened Steels

Accelerate your growth and profitability
At PIRANHA, our mission is to develop and supply cutting tools with a high precision/performance ratio to improve the efficiency of various machining applications. We continuously perform machining performance tests in order to provide the best tools and support needed for the widest variety of processes and materials, and thus offer customized, optimal solutions for all levels of application. PIRANHA pushes the limits for REDEFINED PERFORMANCE.
PIRANHA has seasoned mastery in quality management and very high quality standards worthy of the aeronautics industry. In order to provide high-performance precision tools, part of the absolute priorities of our manufacturing process are batch repeatability and the precision of tangential cutting radius.
We can offer you a personalized product according to your needs related to your industry. We invite you to contact one of our distributors to discuss it.
Custom product


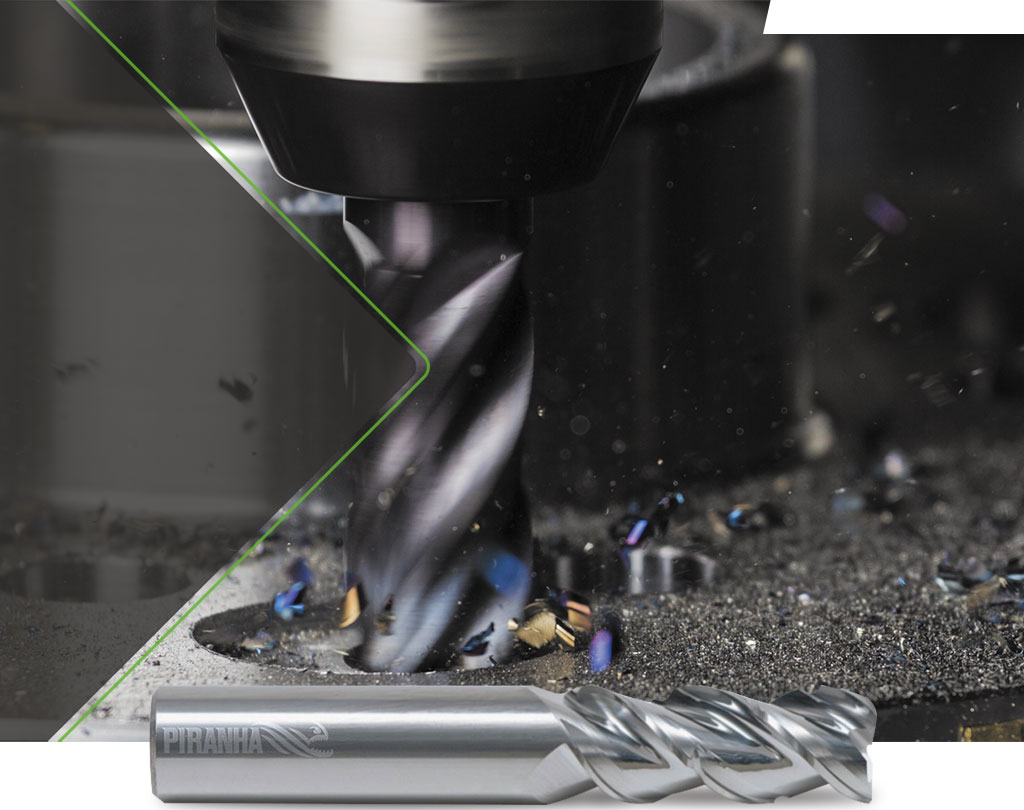
Our end mills have the best material removal rates on the market, while reducing the forces the tool must endure. The resulting chips are of optimal geometry, clearly scored and perfectly projected. The low noise level provides excellent vibration control. By working in partnership with our advanced materials research centre, PIRANHA has been able to create a line of innovative, high-performance products, thereby optimizing the cost per part produced in its customers’ manufacturing processes.
Find out moreAt PIRANHA, our mission is to develop and supply cutting tools with a high precision/performance ratio to improve the efficiency of various machining applications. We continuously perform machining performance tests in order to provide the best tools and support needed for the widest variety of processes and materials, and thus offer customized, optimal solutions for all levels of application. PIRANHA pushes the limits for REDEFINED PERFORMANCE.





